High reputation for SV-8800 Silicone Sealant for Insulating Glass to Berlin Manufacturer


Short Description:
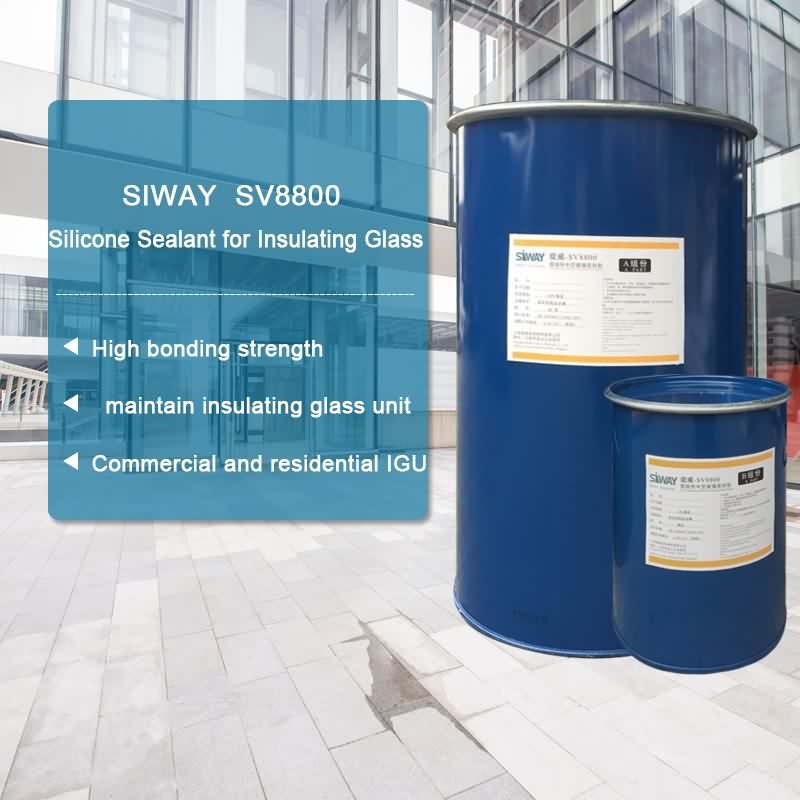
Description SV-8800 is two components, high modulus; neutral curing silicone sealant specifically developed for assembly of high performance insulated glass units as secondary sealing material. Where to use It is a two-component silicone that offers variable work life with high bonding strength to maintain the integrity of insulating glass unit, suits both commercial and residential IGU. Key Features 1. High Modulus 2. UV resistance 3. Low vapor and gas transmission 4. Primerless adhesion...
Sticking to the principle of "Super Quality, Satisfactory service" ,We are striving to be a good business partner of you for High reputation for SV-8800 Silicone Sealant for Insulating Glass to Berlin Manufacturer, We sincerely welcome both foreign and domestic business partners, and hope to work with you in the near future!
Description
SV-8800 is two components, high modulus; neutral curing silicone sealant specifically developed for assembly of high performance insulated glass units as secondary sealing material.
Where to use
It is a two-component silicone that offers variable work life with high bonding strength to maintain the integrity of insulating glass unit, suits both commercial and residential IGU.
Key Features
1. High Modulus
2. UV resistance
3. Low vapor and gas transmission
4. Primerless adhesion to coated glass
5. 100% compatible to SV-8890
Technical data sheet
Certification
GB-24266-2009;
Color
Component A(Base) – White, Component B(Catalyst)- Black
Package
1. Component A(Base): (190L), Component B(Catalyst) (18.5L)
2. Component A(Base):24.5kg (18L), Component B(Catalyst): 1.9kg (1.8L)
Shelf life
12 months
Note
If you want the TDS or MSDS or other details, please contact with our sales person.
Another demonstration of surface rust removal
using your every day power tools.
I get lots of this type of work its a fact of life for older vehicles
Restolad
videos are for reference and entertainment only Even tho they are based on step by step guide – If you attempt a repair like the one seen in this video please use the proper safety equipment,